
Page 66 - 2018大中華機械五金總覽
P. 66
2018年大中華機械五金總覽
4.控制系統需具有5軸同時運動達到指定的 正刀具主軸與各線性軸及旋轉軸間的偏移量,再
位置及方向的能力。 進行座標的自動補償。
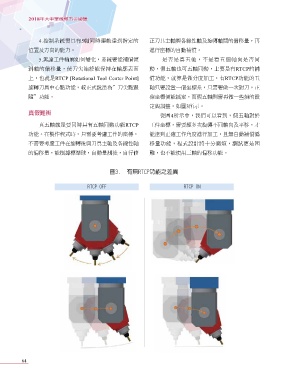
5.無論工件輪廓如何變化,系統要能補償傾 是否是真五軸,不是看五個軸向是否同
斜軸的偏移量,使刀尖始終能保持在輪廓表面 動,假五軸也可五軸同動,主要是有RTCP的補
上,也就是RTCP [Rotational Tool Center Point] 償功能,就算是做分度加工,有RTCP功能的五
旋轉刀具中心點功能,較正式說法為”刀尖點跟 軸只要設置一個坐標系,只需要做一次對刀,正
隨”功能。 確坐標便能搞定,而假五軸則需再做一些煩的設
定與調整,如圖3所示。
真假難辨
從圖4所示中,我們可以看到,假五軸對於
真五軸就是要同時具有五軸同動功能RTCP 工件坐標,需要經多次旋轉不同軸向及平移,才
功能。在製作程式時,只需要考慮工件的座標, 能達到正確工作角度進行加工,且無自動補償偏
不需要考慮工件在旋轉後與刀具主軸及各線性軸 移量功能,程式設計將十分麻煩,調試更是困
的偏移量,能根據標準球,自動量測後,自行修 難,也不能使用三軸的偏移功能。
圖3. 有無RTCP功能之差異
RTCP OFF RTCP ON
64
08-五軸加工淺談.indd 64 2018/4/16 下午 02:37:23