
Page 67 - 2018大中華機械五金總覽
P. 67
2018年大中華機械五金總覽
擁有RTCP功能的數控系統,可以直接使用 下,ISO10791-7:2014 M3圓錐體工件的標準,如
刀具刀尖程式設計,無需考慮旋轉後旋轉軸中心 圖5所示,精度以表面刀紋是否均勻、圓錐角誤
的機械偏移量。應用RTCP功能後,CAM可以直 差、錐面上下圓度象限角凹凸為觀察重點,也是
接將程式轉為五軸坐標程式,可以直接針對刀具 目前公認的標準。另外也有用方錐體工件,如圖
刀尖而不是旋轉主軸頭的中心,程式能給相同機 6所示;S型工件,如圖7所示;NCG 2005工件,
型的機器使用,而不需考慮旋轉後的偏移量,因 如圖8所示。
此程式就會變得簡單、高效很多。
市面上常聽到的3+2軸,是五軸但只有三個 加工應用
軸能同時聯動加工,另外兩軸只能做定位功能。 五軸加工可應用的範圍很廣,較常應用的行
4+1軸,是五軸但只有四個軸能同時聯動加工, 業別如下。
另外一軸只能做定位功能。這種俗稱3+2模式或 模具加工類:最明顯差異的是在球銑刀運
4+1模式的五軸工具機,也都算是假五軸。 用,球銑刀在模具加工是經常會用到的,在一般
加工機上,刀尖點在底面的線速度為零也就是俗
五軸驗證 稱的靜點,這樣底面的粗糙度就變得很差,如果
目前五軸加工機的驗收還是以實切驗證為 使用五軸加工機,因刀尖點可以做角度偏置,靜
主,因運用範圍廣泛,通常與終端用戶議定驗收 點的問題就能被克服,所加工出來的表面粗糙度
標準,達成驗機共識即可。較常實做的工件如 便會變得又光滑又亮,提高模具加工品質,也使
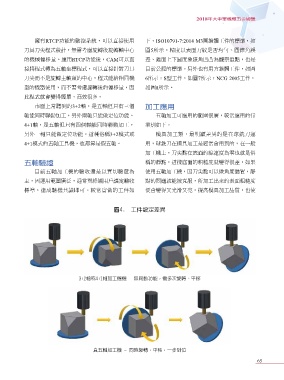
圖4. 工件設定差異
3+2軸或4+1軸加工機機 - 無同動功能,需多次旋轉、平移
真五軸加工機 - 同時旋轉、平移,一步到位
65
08-五軸加工淺談.indd 65 2018/4/16 下午 02:37:23